
Mitkä ovat TPU -arkin muovauksen haasteet?

TPU -arkin suulakepuristinkone tarjoaa yhdistelmän joustavuutta, kulutuskestävyyttä, säänkestävyyttä ja ympäristön kierrätettävyyttä, mikä tekee siitä laajasti lääketieteellisissä, urheilu- ja pakkaussovelluksissa. Sen leveä kovuusalue (ranta 6 60 - rannikko D 80), herkkä sulaviskositeetti ja herkkyys hydrolyysille ja lämmön heikkenemiselle johtavat kolmeen ydinhaasteeseen muovausprosessin aikana: tasaisuuden hallinta, suorituskyvyn ylläpito ja prosessien vakaus. Erityiset haasteet, niiden syyt ja vaikutukset ovat seuraavat:
1. Raaka -aineiden esikäsittely: Kosteuden hallinta on haastavaa ja vaikuttaa suoraan arkkien laatuun.
TPU on erittäin hygroskooppinen polymeeri. Sen molekyylirakenteen uretaanisidokset reagoivat helposti veden kanssa. Raaka -aineen kosteuspitoisuuden ylittäminen voi johtaa sarjaan ongelmia muovausprosessin aikana. Tämä on ensisijainen esikäsittelyhaaste TPU-arkkien muovaamiselle. Vaikeudet:
Nopea kosteuden imeytyminen ja täydellisen poistovaikeudet: Ilmalle vain yhden tunnin ajan alttiina TPU -pelletit voivat nähdä niiden kosteuspitoisuuden nousevan 0,03%: sta (hyväksyttävä arvo) yli 0,1%: iin. Imeytymisaste kaksinkertaistuu ympäristöissä, joissa kosteus on> 60%. Lisäksi kosteus tunkeutuu helposti pelletteihin, mikä vaikeuttaa poistamista kokonaan tavanomaisella kuivauksella.
Kapea kuivausparametri -ikkuna: Jos kuivauslämpötila on liian alhainen (<80 ° C), kosteus ei voi täysin haihtua. Jos lämpötila on liian korkea (> 120 ° C), TPU pehmenee ja tarttuu yhteen ennenaikaisesti, muodostaen "lumpeiset agglomeraatiot" ja estävät asianmukaisen ruokinnan. Jos kuivausaika on liian lyhyt (<4 tuntia), kosteus pysyy, kun taas se on liian pitkä (> 8 tuntia), TPU -molekyyliketjut hajoavat hiukan, mikä vähentää sen joustavuutta.
Suora isku: Muodostumisen jälkeen kuplat ja nastareiät ilmestyvät arkin pintaan (kosteuden korkean lämpötilan höyrystymisen aiheuttama) ja "hopearaidat" muodostuvat sisäisesti (kosteuden höyryn aiheuttaman epätasaisen sulavirtauksen vuoksi). Vakavissa tapauksissa arkki voi dele-ja mekaaniset ominaisuudet (kuten vetolujuus) voivat vähentyä 15%-30%. II. TPU -arkkien suulakepuristusmuovaus: Sulavirta ja lämpötilan hallinta ovat teknisiä pullonkauloja
Valtavirran TPU-arkkien muovausprosessi on "yksiruuvin/kaksoisruuvin suulakepuristus, jota seuraa kalenterointi". TPU-sulalla on kuitenkin merkittäviä ei-Newtonin ominaisuuksia (viskositeetti on herkkä lämpötilaan ja leikkausnopeuteen), ja vaihtelevan kovuuden TPU: n prosessien yhteensopivuus vaihtelee merkittävästi. Tämä vaikeuttaa yhdenmukaisuuden ja vakauden hallintaa suulakepuristuksen aikana, mikä on laitteiden keskeinen toimintahaaste.
1. Herkkä sulaviskositeetti voi helposti johtaa epätasaiseen arkin paksuuteen.
Vaikeuden syyt:
TPU: n sulavirtaus (MFR) on erittäin herkkä lämpötilan vaihteluille: Jokaisen 10 ° C: n lämpötilan nousu MFR voi kasvaa 20% -30% (verrattuna vain 5% -10%: iin tavanomaisella PP: llä). Jos suulakepuristimen tynnyrin lämpötila vaihtelee ± 3 ° C: lla leikkeiden välillä, sulaviskositeetti vaihtelee merkittävästi, mikä johtaa epätasaisiin suulakkeen purkausnopeuksiin. Huono leikkausnopeuden sopeutumiskyky: Pehmeällä TPU: lla (rannalla 60-80) on alhainen sulaviskositeetti. Liian korkean ruuvin nopeudet (> 60 rpm) voivat helposti aiheuttaa sulamurtuman (karkeat ja ryppyiset materiaalipinnat). Kovalla TPU: lla (rannalla 60-80) on korkea sulaviskositeetti, joten alhaiset nopeudet (<30 rpm) voivat johtaa riittämättömään plastisointiin, mikä johtaa hakemattomiin hiukkasiin arkin sisällä.
Suorat iskut: Arkkien paksuuden poikkeamat ylittävät toleranssit (hyväksyttävä poikkeama ≤ ± 0,05 mm, ylittää usein ± 0,1 mm). Allasmerkit ovat yleisiä alueilla, joilla materiaali on liian paksu, kun taas rikkoutuminen on yleistä alueilla, joilla materiaali on liian ohut. Tämä tekee arkista sopimattoman tarkkaan sovelluksiin, kuten lääketieteellisiin elokuviin. 2. Lämpöhajoamisen ja suorituskyvyn menetyksen välttämiseksi tarvitaan erittäin korkean lämpötilan säätötarkkuus.
Vaikeudet:

TPU -arkin suulakepuristinkone on kapea lämpöstabiilisuusalue: Useimmat TPU -prosessointilämpötilat vaihtelevat vain 200 ° C - 230 ° C. Yli 240 ° C: n lämpötilat aiheuttavat molekyyliketjun rikkoutumista (uretaanisidosten hajoaminen) vapauttaen kaasuja, kuten co₂, mikä johtaa "palanut hiukkaset" (pienet mustat täplät) arkilla. Alle 190 ° C: n lämpötilat johtavat riittämättömään sulan sujuvuuteen, estäen muotin ontelon täyttymisen, mikä johtaa "pulaan".
Tynnyrin lämpötilan gradientin sovittaminen on vaikeaa: TPU-suulakepuristus vaatii tiukan "matalan lämpötilan ruokinta-keskilämpötilalla plastisointi-korkean lämpötilan homogenointi" -gradientti (esim. 180 ° C-190 ° C ruokintaosassa, 200 ° C-210 ° C plastisointiosassa ja 210 ° C-220 ° C homogenisoivassa osassa). Alle 10 ° C: n gradienttiero johtaa epätasaiseen plastisointiin; Yli 30 ° C: n kaltevuusero voi helposti johtaa paikalliseen ylikuumenemiseen ja hajoamiseen. Suorat iskut: Arkin mekaaniset ominaisuudet (kuten pidennys taukoa) heikentyvät, pehmeän TPU: n joustava palautumisnopeus 90%: sta alle 70%: iin ja kovan TPU: n kovuus laskee 5-10 rantaasteella. Pinta on alttiina kellastumiselle (hajoamistuotteiden aiheuttama), joka vaikuttaa ulkonäöön.
Kolmanneksi, TPU -arkin kalenterilaitteet: Pinnan laatu ja mittakaavaisuus on vaikea tasapainottaa
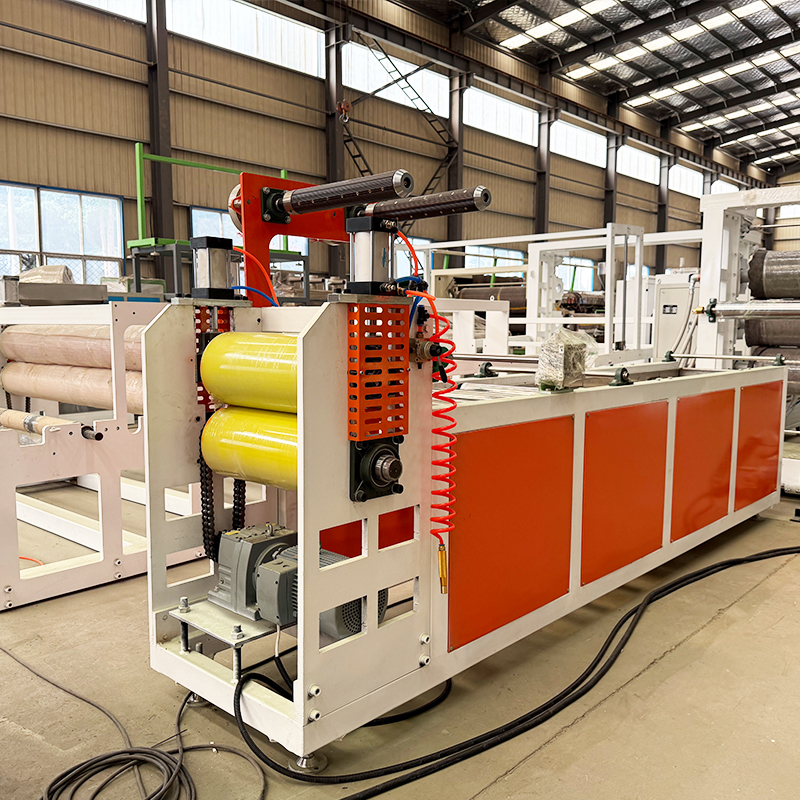
Suulakepuristuksen jälkeen TPU -arkit on muotoiltava (paksuuden ja tasaisuuden hallinta) kalenterointitelan järjestelmän avulla. TPU: lla on kuitenkin vahva joustava muistivaikutus (alttiina palautumiseen jäähdytyksen jälkeen) ja korkea lämpö kutistumisnopeus (tyypillisesti 3%-5%, 2-3 kertaa PP: n). Tämän vuoksi on vaikeaa saavuttaa samanaikaisesti sekä pinnan sileyden että mittatarkkuuden kalenterointiprosessin aikana esittäen keskeisen post-muuttumisen haasteen. Vaikeus 1: Kalenterirullan lämpötilan ja paine vastaava.
Jos kalenterirullan lämpötila on liian alhainen (<60 ° C), TPU -sulat jäähtyy liian nopeasti telan pinnalle eikä voi tarttua kokonaan telan pinnan tekstuuriin, mikä johtaa matta- ja utuiseen arkin pintaan.
Jos paine on liian korkea (> 15mPa), pehmeä TPU on taipuvainen "rullamerkkijäämälle" (telan pinnan tekstuuri on painettu liian syvästi), kun taas kova TPU on taipuvainen "stressihalkeiluun" reunoilla. Jos paine on liian matala (<5mPa), sulan kuplia ei voida eliminoida, mikä johtaa epätasaiseen levyn tiheyteen. Vaikeus 2: Konflikti jäähdytyksen ja ulottuvuuden kutistumisen välillä. Kun TPU -arkki syntyy kalenterirullista (lämpötilassa noin 80 ° C - 100 ° C), se on jäähdytettävä nopeasti alle 40 ° C: seen "jäähdytystelan kokoonpanolla". Liian nopeasti jäähdytys voi kuitenkin johtaa arkin sisäiseen stressipitoisuuteen, mikä tekee siitä alttiita vääntymiselle (esim. Reunojen taivutus ylöspäin) seuraavan varastoinnin aikana. Jäähdytys liian hitaasti (> 30 sekuntia) aiheuttaa TPU: n jatkuvan kutistumisen, mikä johtaa lisääntyneeseen mittapoikkeamiseen (esim. 2% - 3% kutistuminen pitkittäissuunnassa), mikä tekee siitä sopimattoman seuraavaa leikkausta varten. Iv. TPU -arkkilaitteen sopeutumiskyky: Tavanomainen muovilaite vaatii kohdennettuja muutoksia
TPU -arkin muovauslaitteet eivät voi suoraan käyttää tavanomaisia PP/PE -suulakepuristuslaitteita. Ydinkomponentteja on muutettava, muuten edellä mainitut vaikeudet pahenee. Tämä edustaa piilotettua laitetason vaikeuksia:
Ruuvirakenteen modifikaatio: Tavanomaisissa ruuvissa (kuten gradienttiruuvit) on alhainen plastisointi tehokkuus TPU: lle ja ne ovat alttiita paikalliselle ylikuumenemiselle. Ne tulisi korvata "esteruuveilla" (ylimääräisellä sekoitusosastolla) plastisoivan tasaisuuden parantamiseksi, mutta tämä muutos on kallista (noin 50 000 - 100 000 yuania yksikköä kohti).
Muotin suunnittelun optimointi: Tavanomaiset tasaiset suolit ovat alttiita "sulata pidättämistä" purkausportissa (TPU pysyy muotin kulmissa pitkään, mikä johtaa hajoamiseen). Kuolleiden vyöhykkeiden vähentämiseksi vaaditaan "torpedo-head-suulakkeita", ja muotin rako on oltava tarkasti säädettävissä (tarkkuudella ± 0,01 mm). Muutoin yhtenäisyyttä ei voida saavuttaa ohuille TPU -levyille (paksuus <0,1 mm).
Piirtymis- ja käämitysohjaus: TPU-arkit ovat erittäin joustavia, ja tavanomaisten purkamiskoneiden "jatkuva jännitysohjaus" ei ole riittävä. Se on alttiina vikaantumiselle (± 5%: n jännitysvaihtelut aiheuttavat arkin venymisen ja muodonmuutoksen), ja se on vaihdettava "servomoottorin vetojärjestelmällä", jolla on reaaliaikaisella säädöksellä. Käämityksen aikana on myös käytettävä "pintakävelymenetelmä" (keskuksen käämityksen aiheuttamien reunan ryppyjen välttämiseksi), mikä lisää huomattavasti laitteiden sijoituskustannuksia.
















